汽缸盖的拆装
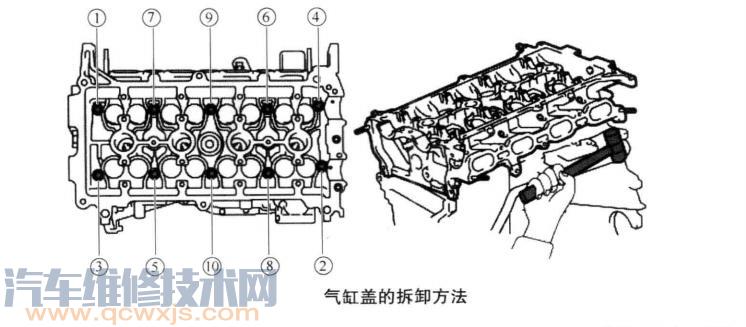
拆装的工艺要求:
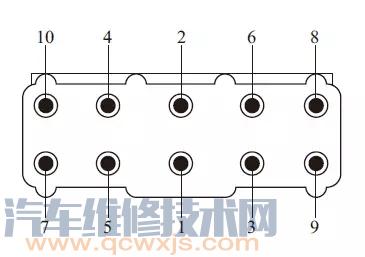
⑴拆装气缸盖螺栓的顺序按照松气缸盖紧固螺栓顺序图和紧气缸盖紧固螺栓顺序图进行;


松气缸盖紧固螺栓顺序图
(汽车维修技术网 原创 https://www.QcwxJs.com/)
⑵
安装气缸盖时应更换所有
密封条或密封衬垫,并注意衬垫的安
装位置。特别是气缸盖衬垫,应将标有“OBEN TOP”字样的一面必须朝向气缸盖;

⑶用扭力扳手和气缸盖螺栓拆装专用工具按紧气缸盖紧固螺栓
顺序图分四次拧紧气缸盖螺栓(第一次拧紧40牛米,第二次拧紧60牛米,第三次拧紧75牛米,第四次用笔在螺栓上做90度标记,再用扭力扳手拧转90度);
气缸盖的检测
1、表面粗糙度的检测
将被检验的汽车零件表面和表面粗糙度样板共同放于5~10倍的放大镜下看察,注重判断和
对比两者的表面状况,被检验表面的纹理、状况与哪块样板的纹理和表面状况相同,则被检验表面即与标准样板有相同的表面粗糙度等级.
2、气缸盖平面度的检测
气缸盖结合面平面度超限后,将使
气缸垫受力不匀造成平面漏水、漏气、邻缸相互窜气,严重对甚至冲坏气缸垫。因此,在发动机检修时,必须检验气缸盖的平面度。
检验时,可将气缸盖平面放在平板上作接触检验,或用直尺和塞尺进行测试。
常见机型发动机气缸盖的平面度的技术要求是:EQ6I00-I型发动机缸盖在100m。长度内不大于0. 03mm,在全长不大于。. 10mm;跃进NJI30要求不大于0.10mm,
柴油发动机一般要求不大于0. 10^-0. 20mm。一般来说,压缩比较高的柴油机气缸盖、纵向尺寸较短的气缸盖平面度要求较高,反之则较低。
1)刀形平尺法
选择长度为1000mm,精度为0级的刀形平尺的刀口沿测定的方向,靠在被检验的气缸盖下平面(
气缸盖倒置)上,每间隔50mm用厚薄规
测量刀口沿测定的方向,靠在被检验的气缸盖下平面的间隙.测量数据中的大值为气缸盖全长上的平面度误差;相邻两处的间隙差的大值为气缸盖在50mm*50mm范围内的平面度误差
2)平板磁性表座法
在平板上放三个可调支座.将被检验的气缸盖倒置,三个可调支座分别支持气缸盖上平面的A1、A2、A3.用磁性百分表使A1、A2和A3处的气缸盖下平面与平板平面等高,并将磁性百分表的指针调零.然后使磁性百分表分别沿a、b、c、d、e和f六个方向每隔50mm依次记录一次气缸盖下平面与百分表零位的高度差(注重;高于零位时记作" ",低于零位记作"―").
计算平面度误差时,同一方向上相邻两点高度差值的大值为50mm*50mm范围内的平面度误差;同一方向上高点与低点高度差的值为全长上的平面度的误差.
3)平面度检验仪测
平面度检验仪由工字平尺2、百分表3、表座4和紧固螺栓等
组成.
检验时,保持表座基准沿工字平尺上平面密切贴合并滑动,百分表测杆在被测面上移动,其大值跳动量即为被测方向的平面度误差.将工字平尺变换不同方向,测得的平面度误差的大值,即为整个平面的平面度误差.

紧气缸盖紧固螺栓顺序图
汽缸盖的安装要求:
1、 拆卸的步骤应先上后下、由外及里,先部件后零件。
2、 拆卸形状和尺寸相同的零件,如汽缸、活塞、活塞销、连杆等,应先打上辨明位号和方位的标记,然后拆卸。
3、 拆卸时需压出或打出轴套和销子时,应先辨明击退方向,然后再用铜锤或铜棒间接锤击,以免打毛或打坏零件表面。
4、 拆卸零件时不能用力过猛,当零件不易
拆卸时,应查明其原因后再进行拆卸,以免损坏零件。
5、 拆卸过程中应定人作业,避免他人代替。
6、 拆下的零件应按精度高低分类摆放,避免碰撞破坏精度。
7、 对于体积小的零件(如滚珠、
弹簧等),清洗后要装在主要零件上,以免丢失。
8、 拆下的零件清洗后,必须涂上润滑油或浸泡在油中,防止零件表面生锈。
9、 拆下的洁净的零件应分类摆放在洁净处,并用净物遮盖,以免粘附灰尘。
10、 拆下的开口销不准二次再用,必须换上新的。
11、 拆下的
油管、气管等,煤油清洗后用压缩空气或氮气吹净,并封好管口。
(出自WWW.qсWxjs.com )