游标卡尺使用方法和读数方法图解
汽车维修常用工具
06-17
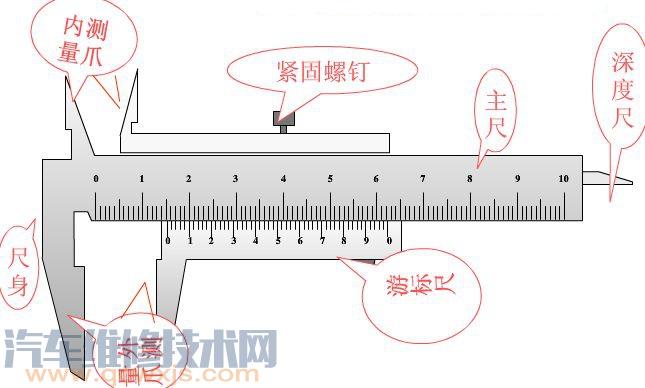
游标卡尺是一种能直接测量工件内外直径、宽度、长度或深度的量具。按照测量功能分类,游标卡尺可分为普通游标卡尺、深度游标卡尺和带表卡尺等;按照测量精度分类,游标卡尺可分为0.10mm、0.02mm、0.05mm 等几种规格。如下图所示为0.02mm 的游标卡尺,它由外测量爪、内测量爪、紧固螺钉、游标、尺身和深度尺组成。
游标卡尺读数方法
当上图所示的游标卡尺上的两个量爪合拢时,副尺上的50格刚好与主尺上的49mm对正,如下图所示。主尺上每一个小格是1mm,则副尺上每一个小格是49/50=0.98(mm)。因此,主尺与副尺每格之差为1-49/50=0.02(mm)。此差值即为/50mm游标卡尺的测量精度。
游标卡尺刻度
若一个物体厚0.02mm,则会出现游标卡尺副尺上的第一条刻度线与主尺上的第一条刻度线对齐的情况。若一个物体厚0.04mm,则会出现游标卡尺副尺上的第二条刻度线与主尺上的第二条刻度线对齐的情况。以此类推。
第一步在开始测量之前,先确认当卡尺处于闭合位置时,卡尺的零刻度线对齐零位。假如不在零位上,就需要重新更换一把游标卡尺。
第二步拇指轻推游标卡尺副尺,使副尺移向被测部件。这里需要注意的是,在测量过程中,要确保主测头内端面垂直接触被测面,并避免推力过大。
第三步平视刻度尺,读取当前读数值。读数时,为避免副尺滑动,可以先拧紧锁紧螺母,锁紧副尺,再读取读数。
游标卡尺的读数方法如下:
01读出副尺零线左边与主尺相邻的第一条刻线的整毫米数,为所测尺寸的整数值。
02读出副尺上与主尺刻线对齐的那一条刻线所表示的数值,为所测尺寸的小数值。
03把整毫米数和毫米小数加起来,即为所测零件的尺寸数值。
如下图(a)所示,游标卡尺读数为11.36mm;如下图(b)所示,读数为15.48mm。
游标卡尺读数
游标卡尺使用注意事项如下:
01使用前,先把测量爪和工件测量表面擦干净。
02测量工件时,应把测量爪张开到大于被测量工件表面尺寸,再慢慢移动副尺,使两测量爪与工件接触。禁止硬拉硬卡,以免损坏游标卡尺和影响测量精度。
03使用后,要擦净游标卡尺,并涂抹适量的工业凡士林后放回盒内保存,盒盖上切勿重压。
04 在游标卡尺上读数时,要把卡尺水平的拿正,朝着亮光的方向,使人的视线尽可能和卡尺的刻线表面垂直。
05 游标卡尺是比较精密的测量工具,要轻拿轻放,不得碰撞或跌落地下
(汽车维修技朮wang www.QcwxJs.com 原创 )